


Empowering Quoting and Program Execution for Automotive Suppliers - Part 1 of 3
/Background - The Automotive Supplier Industry Today

Figure 1- Survey Results for Factors Driving Long-Term Success
The tiered automotive supply chain is one of the more challenging business environments in industry today. Suppliers face mounting pressure from OEMs, competitors, and regulators alike. Increasing product complexity, shorter program timeframes, and supply chain complexity are making it difficult to react to the latest consumer tastes and OEM requirements. These dynamics are squeezing margins tighter than ever and leave little room for error.
In a recent survey (Figure 1), 65 tier one and two suppliers were asked to rank 12 activities based on their importance for helping the them stay competitive in 2017 and onward. “Developing engineering expertise and unique IP” topped the list as the most important factor for competitiveness. This was closely followed by “improving quotation response time and accuracy” and “optimization of sourcing strategy.”
Finding solutions in this environment requires a lot of “roll-up the sleeves” dirty work. Long-held assumptions about the processes and tools that support day-to-day activities around quoting, APQP, PPAPS, and other sub-disciplines need to be reevaluated. However, it’s worth pausing here to examine the underlying factors behind the survey's top three activities. These activities correspond to product complexity, program velocity, and supply chain networks respectively.
Product Complexity
Parts, assemblies, and systems are being replaced or redesigned at break-neck speed. Material and process innovation across the entire vehicle is needed to meet today’s OEM requirements and regulatory guidelines. Suppliers are being pushed to reduce part weight, support hybrid or electrified powertrains, and contribute to autonomous driving capabilities. Against this backdrop, OEMs are increasingly reliant on suppliers to co-develop components.
“Developing Engineering Expertise and Unique IP”
This is driving tiered suppliers to pursue new designs, tools, and materials. It isn’t uncommon to see an OEM call for weight reduction targets of three to five hundred pounds per vehicle, for example. Components are being consolidated into single pieces, eliminating unnecessary fasteners and joints. New high-strength steel, aluminum, magnesium, and resin composites are being developed. For the first time, many suppliers are responding to these complex OEM requirements with internal R&D initiatives and investing in IP. As a result, engineering intensity is redefining long held assumptions about an industry that has traditionally been built-to-print (BTP).
“The importance of past competencies, tribal knowledge, and processes are overshadowed by the ability to effectively respond to change.”
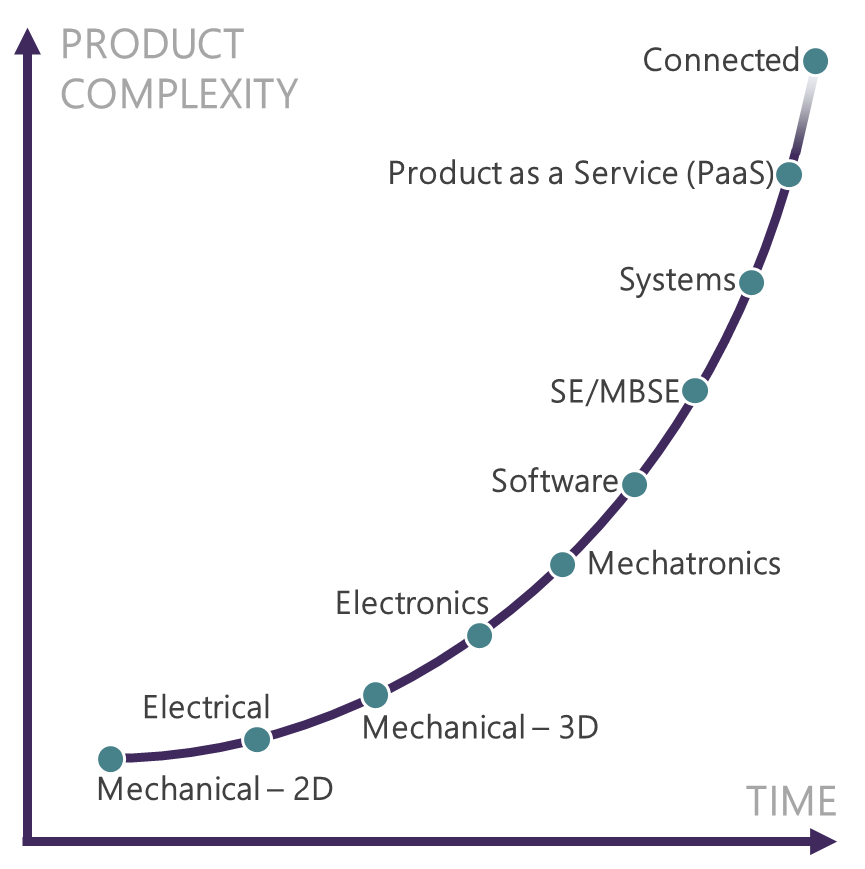
Figure 2 – Increasing Product Complexity
Accelerating Program Velocity
North America’s automotive OEMs produced over two-hundred and eighty non-commercial nameplates in 2016. Compare this to fifty-five in 1990, and the contrast is obvious. Competition between OEMs for market share and profits is fierce. They are striving for differentiation in market niches based on ever-evolving consumer categories that they believe hold opportunity or are underserved by other OEMs’ product offerings.
“Expect programs to have shorter run-times and less volume as OEMs target more specific demographic targets.”
OEMs are launching record numbers of new vehicles and expect their supply chains to launch on-time, with perfect quality and as-quoted. In response, suppliers are accelerating quotation and managing more part SKUs and tools than ever before. Moreover, programs are running shorter and at lower volumes as a consequence of these smaller target segments and temporal markets, making it difficult to maintain historic profit margins.
Supply Networks
On the demand side, increasing product complexity and accelerated program schedules are straining the most well-designed supply chains. However, in this era of globalization and specialization, the most significant sourcing challenges are emerging from the supply side. Automotive suppliers must rethink downstream sourcing strategies to foster flexibility, distributed redundancy, and faster up-times.
There are more options than ever. This explosion in specialization is forcing suppliers to consider more than just the lowest cost sources. A next-generation approach referred to as best-cost-country sourcing (BCCS) tries to make sense of this increasingly complex landscape. BCCS considers logistics, quality of work, administrative overhead, geopolitics, etc. to determine “real costs.” This is not easy when tier 1 and 2 suppliers are finding themselves further removed from their sources and dependent on a distributed network of partners.
To fully embrace the BCCS approach, supply “chain” is being rethought of as a network – a supply network. This subtle paradigm shift has sweeping implications. A network view of the supply chain requires a new set of tools and processes to manage sources.
Automotive suppliers can’t stand still in this period of change. The increasing complexity in products, accelerating pace of business, and the growing interdependence within supply chains show no signs of slowing. This is hastening the obsolescence of suppliers’ products, manufacturing processes, and intellectual property. To stay competitive, suppliers must focus on methods and technologies that drive efficiency and innovation. The importance of past competencies, tribal knowledge, and processes are overshadowed by the ability to effectively respond to change.
An Uphill Battle
Operationally, automotive suppliers are struggling to adapt - and most realize this, but solutions seem abstract and inaccessible. The consequences of inaction are starting to show and this is directly affecting suppliers’ ability to win new business and effectively execute programs.
Winning New Business
The intricacy of quotation, coupled with ever tightening time and resource constraints, are making it difficult for sales engineering teams to provide timely responses needed to participate in new programs. These teams must work with internal manufacturing, supply chain experts, and designers to identify the most cost efficient way to deliver the required capabilities - at a certain volume and within a certain timeframe. Often, this means cutting corners.
“Meeting the proposal deadline in this complex and fast-paced environment often means cutting corners and making assumptions that erode profitability over the life of a project.”
For automotive suppliers, the quotation phase is where money is made and lost. In other industries, sales teams have leeway to cut corners, as less concern is given to long-term feasibility and the focus is on producing a winning competitive bid. However, automotive suppliers require added due diligence during the quotation phase. Relatively high volume production runs and long-duration projects allow small quotation errors to amplify over the life of a program, completely eroding profit margins. Put simply, quotes in the automotive industry must be highly accurate.
“… high volume production combined with long-duration programs creates a perfect storm for uncertainty and risk.”

Figure 1 – Risk/Error Amplification Quadrant
The quadrant diagram below highlights how high volume production coupled with quote complexity can create a business environment that leaves little margin for error. Small mistakes made during, quotation, design or tooling, can be extremely costly due to program volumes and durations.
Along the X-axis, the spectrum of unique customer requirements is represented. On the left side, the quote has no provisions to express unique customer requirements. On the right side, the quotation is primarily based on customer requirements.
On the vertical axis, the volume of production is shown. On the lower portion, production is for a single unit order. On the upper hand, the production volume is significant and can occur over an extended period, such as years.
Arcing from the top left quadrant to the lower right, are the various “build to n” manufacturing strategies. On one end of the spectrum, the order process for a build-to-stock (BTS) strategy is uneventful and binary. This strategy represents such consumer industry groups as packaged food products, electronics and appliances. The risks tend to be tied to seasonal trends, sales forecast and macro-economic considerations.
The arc continues with assemble-to-order (ATO), configure-to-order (CTO), build-to-order (BTO) and finally engineer-to-order (ETO). The quote for an ETO business will demand the resources of several disciplines and will typically require multiple quote submittals that can span months.
Many automotive suppliers (exempting tooling and manufacturing equipment suppliers) are a unique hybrid of strategies in that they produce quotations like an ETO business, but eventually enter production like a BTS manufacturer. Hence, the positioning of suppliers in the top right quadrant.
Program Execution
Even when a well-researched quote is prepared and the business is won, program success can quickly derail without proper program governance. Although the last three decades have seen an explosion in software tools and certifications for project management, manufacturing process planning, supply chain management, and quality management, companies still routinely fall short of business targets.
“Often, it’s not winning business that’s difficult but maintaining as-quoted profit margins once a program is underway.”
Unfortunately, even if technologies have been applied, existing functional barriers are exacerbated by technology silos. For instance, CRM is used for only sales, PLM is used only for designers and engineers, and ERP and MES are used only for manufacturing and operations. These functional barriers can often lead to a breakdown in program governance.
Suppliers are also fighting an uphill battle. Unlike other industries, automotive suppliers simultaneously operate on polar ends of the order fulfillment spectrum, ranging from engineer-to-order (ETO) on one end, to build-to-stock (BTS) on the other. These contrasting manufacturing paradigms require suppliers to navigate the unique challenges of each method simultaneously. This is no easy task.
Historically, many suppliers have been characterized as built-to-print (BTP) manufacturers. As requirements and systems have become more model-based and complex, OEMs are increasingly looking to suppliers as drivers of innovation. This transition and emphasis on innovation has put a premium on engineering intensive abilities. Hence, this emergent hybrid ETO/BTS model describes many suppliers today.
“OEMs are increasingly looking to suppliers as drivers of innovation.”
Manufacturers that operate in a pure ETO environment can concentrate their resources on developing best practices and governance structures designed to handle engineering and design-related processes and complexity. Conversely, BTS manufacturers can focus on minimizing supply chain risk and optimizing production and tooling, among other things. Due to their opposing places on the order fulfillment spectrum, ETO and BTS have a zero-sum optimization relationship when not unified into a single strategy.
Suppliers must embrace a platform-based approach that unifies existing technology silos and addresses the nuances of the hybrid manufacturing model. Until a unified approach is embraced, programs face an uphill battle.
Stay Tuned
In the next Practical PLM blog post we’ll explore how product life cycle management (PLM) can help create a foundation of success and ultimately support the day-to-day nitty-gritty activities surrounding APQP, PPAPS, and quoting.